一、含QFN器件電路板鋼網(wǎng)設(shè)計要求
1、周邊I/O焊盤漏孔設(shè)計
周邊I/O焊盤上回流焊后形成的焊點應(yīng)有大約50-75um的高度,鋼網(wǎng)設(shè)計是保證
PCBA加工形成最優(yōu)最可靠焊點的第一步。
鋼網(wǎng)漏孔尺寸與I/O焊盤尺寸推薦采用1:1的比例,針對I/O間距在0.4mm及以下的細間距QFP,鋼網(wǎng)漏孔寬度應(yīng)稍微內(nèi)縮一點,以避免相鄰I/O焊盤之間引起橋連。漏孔的長(L)、寬(W)、厚(T)尺寸需符合以下比例:面積比= LW/2T(L+W) >0.66,寬厚比= W/T>1.5.
2、中央散熱焊盤的漏孔設(shè)計
為了保證獲得合適的焊錫膏量,宜采用網(wǎng)狀漏孔陣列取代一個大的漏孔,每個小漏孔的形狀可以是圓形或方形,大小無嚴(yán)格要求,只要保證焊錫膏的覆蓋面積在50%-80%之間。散熱焊盤上焊錫膏的量的控制是否合適,對周邊I/O焊盤能否形成良好的焊點有巨大的影響。
3、鋼網(wǎng)類型和厚度
推薦采用不銹鋼片激光切割法,漏孔孔壁需電解拋光,漏孔形狀呈梯形,上小下大。電解拋光可以使漏孔孔壁更光滑,減少摩擦,有利于焊錫膏脫模和成形。梯形漏孔不僅有助于焊錫膏脫模,而且,印刷后成形穩(wěn)定性好,有利于保證貼片精度。
針對0.5mm及以下細間距的QFN,鋼網(wǎng)厚度推薦采用0.125mm,而大間距的QFN,鋼網(wǎng)厚度可以增至0.15mm-0.2mm。
二、PCBA加工回流焊接
由于QFN較低的安裝高度,推薦采用Type3型符合ANSI/J-STD-005要求的免洗型焊錫膏,回流焊接過程中推薦使用氮氣保護。
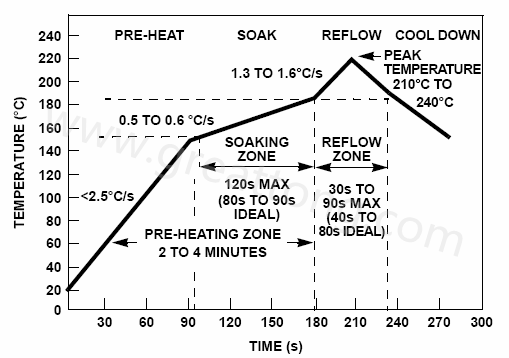
圖3是推薦的回流焊接溫度曲線,請根據(jù)實際情況再作調(diào)整以達最優(yōu)效果。
圖3 典型的錫鉛焊錫膏回流溫度曲線
三、QFN器件PCBA加工焊點標(biāo)準(zhǔn)
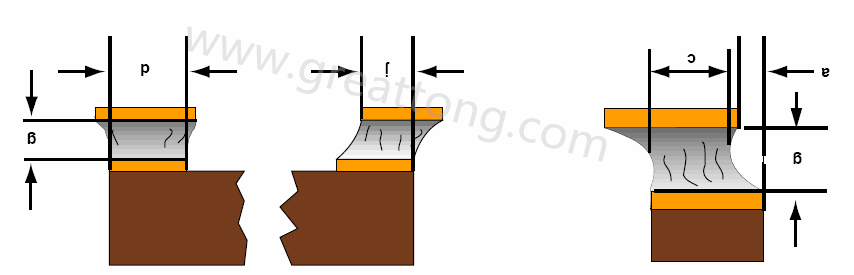
QFN封裝的特點就是“底面即焊端”,在IPC/EIAJ-STD-001C標(biāo)準(zhǔn)的9.2.6.4部分,“電氣和電子裝配焊接要求”中有相關(guān)描述,焊接要求見圖4和表2,需要特別說明的是,針對“底面即焊端”的QFN元件,元件側(cè)面焊點爬高無任何要求,只要求控制元件底面焊點的長度、寬度和厚度,也就是說針對“I/O焊端只裸露出元件底部的一面,沒有裸露在元件側(cè)面的部分”的QFN元件,I/O焊端趾部焊點根本無法形成,所以我們看不到側(cè)面焊點,不能采用顯微鏡或放大鏡檢驗,只能使用X-RAY檢驗。
圖4 底面即焊端
|
說明 |
尺寸 |
CLASS 1 |
CLASS 2 |
CLASS 3 |
|
元件超出焊盤最大尺寸
|
a |
(Notes 1,2) |
(Notes 1,2) |
(Notes 1,2) |
|
焊點寬度最小尺寸
|
c |
50%(W)或50%(P) |
50%(W)或50%(P) |
75%(W)或75%(P) |
|
焊點長度最小尺寸
|
d |
(Notes 3) |
(Notes 3) |
(Notes 3) |
|
焊點高度最大尺寸
(包括外露部分)
|
e |
(Notes 2) |
(Notes 2) |
(Notes 2) |
|
焊點高度最小尺寸
(包括外露部分)
|
f |
(Notes 3) |
(Notes 3) |
(Notes 3) |
|
焊點厚度
|
g |
(Notes 3) |
(Notes 3) |
(Notes 3) |
|
重疊部分最小尺寸
|
j |
視需要而定 |
視需要而定 |
視需要而定 |
表2 底面即焊端元件的焊點尺寸要求
深圳宏力捷推薦服務(wù):PCB設(shè)計打樣 | PCB抄板打樣 | PCB打樣&批量生產(chǎn) | PCBA代工代料